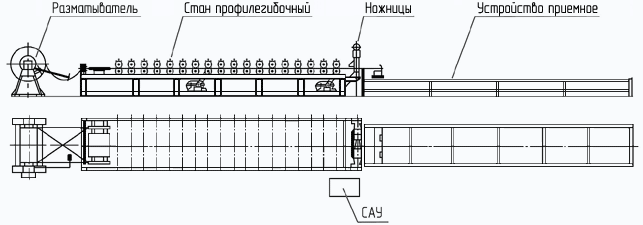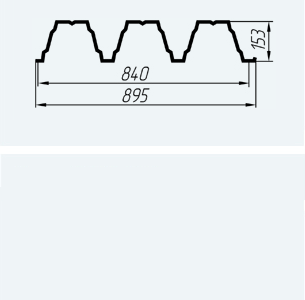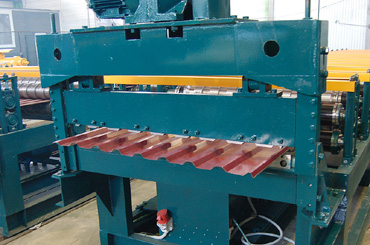














































Оборудование для производства профнастила позволяет из рулона оцинкованного металла с полимерным покрытием получать гофрированный профиль определенной геометрии.
В наличии после капремонта:
Стоимость данного оборудования по запросу
Цены на все линии для производства профнастила
Преимущества нашего оборудования
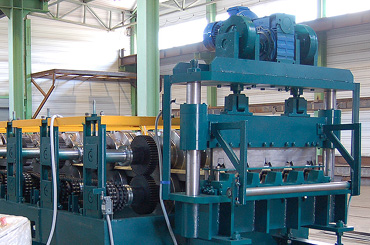
- Высокая производительность при идеальной точности,скорость прокатки до 50 м/мин
- Линии профилируют более тонкий металл
- Пусконаладка и обучение входят в стоимость (в т.ч. проживание и проезд)
- Гарантия — 5 лет на все узлы и агрегаты (в т.ч. двигатели, редукторы, подшипники и.т.д.)
- Схема профилирования — комбинированная (нет "елочек" по краям, без перекатов и бликов на солнце), не уводит лист
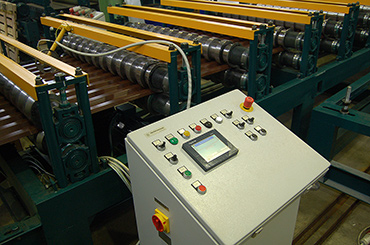
- Реализован механизм автоматической заправки листа
- Единовременно программируется до 25 заданий
- Идеальное качество профлиста на разных металлах
- Наши линии для профлиста поставляются в Евросоюз
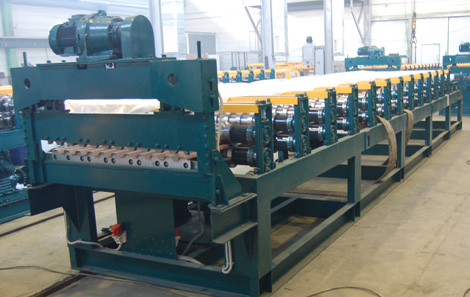
- Качество и ресурс станков проверены на собственном производстве
- Можем продемонстрировать 30 линий в работе (от С8 до Н75)
- Отсутствует гидравлика — линия работает в холод