








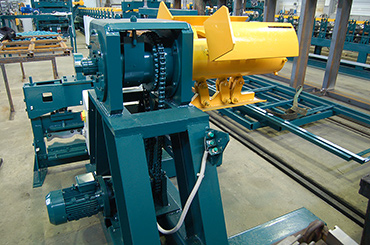
Разматыватель рулона консольный
Механизм, предназначенный для размотки узких рулонов и дальнейшей подачи гладкой полосы металла в прокатный стан.
Размотчик оборудован системой торможения, не дающей рулону разматываться под действием инерции.


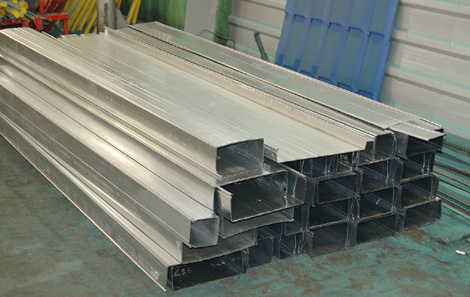


Для открытой прокладки кабельных линий, широкое распространение получила монтажная система кабель каналов (металлических лотков), производимая на прокатном оборудовании нашего завода.
Цены на все линии для производства кабель-каналов
Необходимо понимать, что для четкого расчета стоимости линии надо знать номенклатуру и геометрию требуемых лотков (все размеры, радиусы загибов, допуски), поэтому подобное оборудование изготавливается по техническому заданию заказчика.
Механизм, предназначенный для размотки узких рулонов и дальнейшей подачи гладкой полосы металла в прокатный стан.
Размотчик оборудован системой торможения, не дающей рулону разматываться под действием инерции.



| Установленная мощность, кВт | 3,0 |
| Габариты (L x B x H), мм | 1 640 x 1 420 x 1 500 |
| Грузоподъемность, кг | до 4 000 |
| Ширина рулона, мм | до 500 |
| Внутренний диаметр рулона, мм | от 500 до 600 |
| Наружный диаметр рулона, мм | до 1 200 |
| Толщина металла в рулоне, мм | 0,4...2,0 |
| Масса, кг | ок. 1 100 |
Узкий разматыватель – одна из разновидностей консольников, используемых для рулонов шириной до 600 мм. Применяется в линиях для изготовлении узких профилей (сайдинг, строительные профили ЛСТК и пр.)
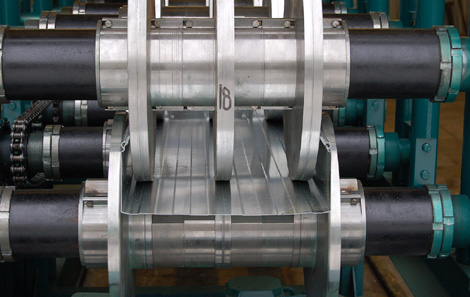
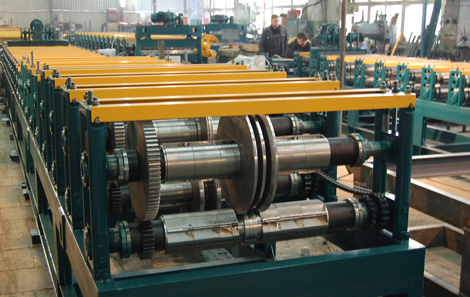
Формирует из гладкой металлической полосы профиль лотка (крышки лотка) методом профилирования.

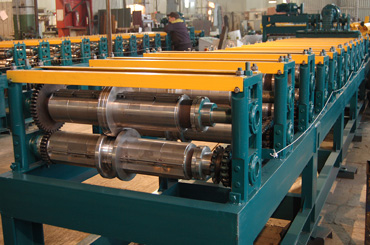




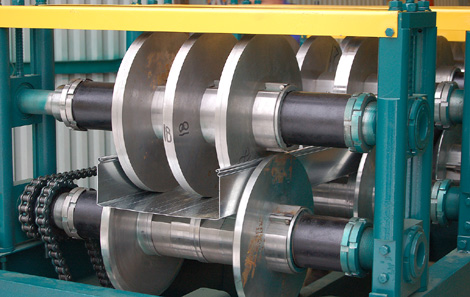
Прокатный стан выполнен с возможностью переналадки на разные размеры профиля.
Для производства кабель каналов различных геометрических размеров требуется простая переналадка, которая осуществляется заменой проставочных полуколец (еще их называют дистанционными втулками) одного размера на другой.
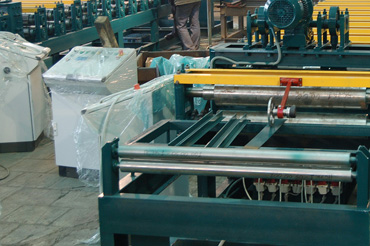
Специализированные гильотинные ножницы предназначены для рубки гладкой полосы шириной до 900 мм. Устанавливаются перед прокатным станом.


| Толщина разрезаемого листа, мм | до 0,9 |
| Ширина реза, мм | до 900 |
| Цикл реза, сек | 2 |
| Угол наклона ножа, градус | 1 |
| Привод | Мотор-редуктор |
Если в линии используются просечные ножницы после прокатного стана, то переналадка требует замены блока ножей. Трудоемкость переналадки ножниц для резки одного вида кабельного канала на резку другого вида лотка - 3 чел/час. Вид используемых ножниц уточняется на этапе постановки технического задания.
Позволяет принимать готовый профиль из ножниц для дальнейшего формирования пачек готовой продукции.


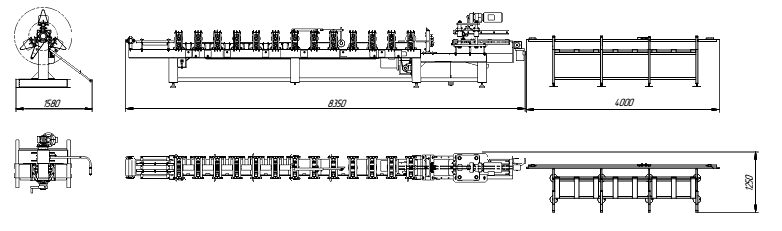
| Габариты (L x B x H), мм | от 3000 x 400 x 1300 |
Используется в базовой комплектации линий для профилирования узких профилей (профиля для крепления гипсокартона, армирующие, фасадные и др.).
Связывает все агрегаты линии и позволяет оператору программировать оборудование на производство нужного числа профилей требуемой длины.

Отсутствуют китайские комплектующие!





















