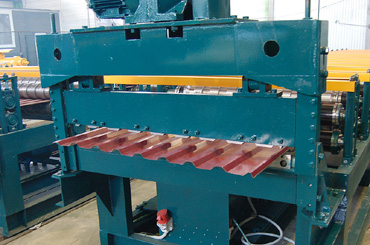





Автоматическая линия предназначена для производства электросварной прямоугольной оцинкованной трубы 20х20мм и 40х20мм из тонколистовой оцинкованной стали толщиной от 0,5 до 2,0мм.
Стоимость данного оборудования по запросу
Преимущества нашего оборудования
- Производительность до 60 м/мин.
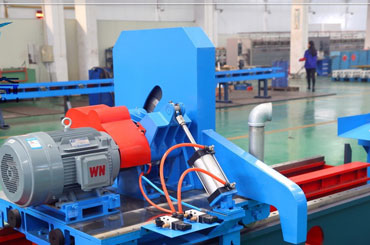
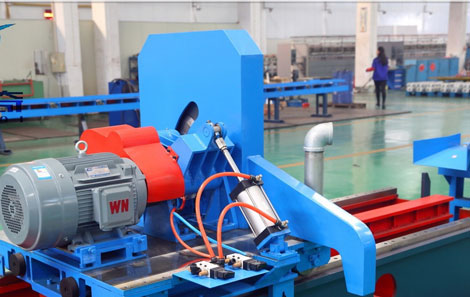
- Стыковка и сварка штрипса в одну “бесконечную ленту” без остановки прокатной линии.
- Гарантия — 5 лет на все узлы и агрегаты (в т.ч. подшипники, двигатели, редукторы и.т.д.)
- Цинкование сварного шва "на лету"
- Наши линии поставляются в Евросоюз
- Качество и ресурс станков проверены на собственном производстве
- Можем продемонстрировать 30 линий в работе (от С8 до Н75)