

















Правильно подающая система
- 1а - гидростанция
- 1б – разматыватель рулона
- 1в – заправочно-правильная машина
- 1г – гидравлический прижим
















Автоматический штамповочно-профилировочный комплекс оборудования предназначен для изготовления гнутых С-, П- и «шляпного» омега-профилей для сборки ЛСТК (легких стальных тонкостенных конструкций).


В направляющих и стоечных профилях в соответствии с проектом пробиваются все необходимые отверстия для сборки конструкций, а именно - сервисное (для коммуникаций), под крепления саморезами, прямоугольное (для крестовых соединений).
Автоматическая система управления комплекса работает совместно с программным продуктом Vertex BD, предназначенным для проектирования зданий из ЛСТК. На выходе из Vertex вы получаете комплект чертежей и четкую спецификацию профилей, которая загружается в автоматику наших линий для их изготовления.
Сборка конструкций каркаса осуществляется в цехе. На сборочный участок подаются готовые профили в необходимой для сборки последовательности. Собранные конструкции каркасов отправляются на склад для дальнейшей отгрузки на объект.
Для производства профилей ЛТСК мы предлагаем 2 линии - отдельная линия для П- и отдельная линия для С-профилей. Ширина С- и П- профилей различается на 4 мм. для того, чтобы стоечный С-профиль легко вставлялся в направляющий П-профиль (для всех типов соединений, в том числе Т- и Х-соединений).
Альтернатива — изготавливать только С-профиль, вырубать лепестки и заминать края — не подходит для толстостенных профилей толщиной 2 мм., т.к. сборка конструкций, например, с Х-соединением значительно усложняется.
Предлагаемый комплекс линий производит следующие профили:





Автоматизированный штамповочно-профилировочный комплекс позволяет изготавливать все необходимые профили для сборки каркасов внутренних и наружных стен, перекрытий и стропильных ферм. В зависимости от конструкции каркаса, используются следующие профили:

Для изготовления каркасов используются профили 150 х 63 х 1,5 (2,0) мм. Для нижних этажей - профили толщиной 2 мм, для верхних – 1,5 мм.
Использование более тонкого металла увеличивает металлоемкость каркаса и трудоемкость сборки за счет увеличения количества используемых профилей.

Для сборки стеновой панели требуются профили 150 х 63 х 1,5 мм.

Каркас собирается из профилей 150 х 63 х 1,5 (2,0) мм. Толщина выбирается исходя из шага обрешетки и веса фасада.
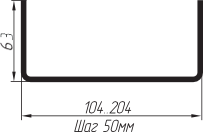
Каркас внутренних стен (внутриквартирных и между разными квартирами) изготавливается из С- и П-профилей 100 х 63 х 1,2 мм. В стойках имеются сервисные отверстия для прокладки коммуникаций.
Для изготовления панелей перекрытий используются толстостенные С-профили, которые позволяют перекрывать большие пролеты.

Каркас перекрытия изготавливается из С- и П-образных профилей 200 х 63 х 2,0 мм. Такие перекрытия могут перекрывать пролеты до 4,2 м. Если два С-профиля спаривать вместе, перекрытия могут достигать 8 м.
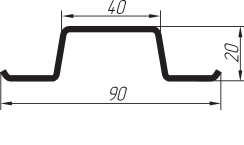
К нижнему поясу балок крепится “шляпный” профиль с шагом 400 мм, но не более 300 мм от стен. К “шляпному” профилю подвешивается потолок из ГВЛ.
К верхнему поясу С-профилей крепится профнастил С21, который создает жесткий диск перекрытия. Настил покрытия пола поверх профлиста – листы ОСВ.
В полость между балками и профилями подвески потолка укладывается легкий негорючий утеплитель слоем 250-300 мм, который дает звукоизоляцию 50-55 дБ.
Из С- и П- профилей возможно изготовление стропильных ферм и конструкций мансардного типа, как показано на рисунках.



Конструкции кровли, изготавливаемые из С-, П- и омега- профилей:
Для сборки кровельных ферм и балок используются С- и П-профили 100 х 63 х 1,2 (1,5; 2,0) мм. Толщина по проекту выбирается исходя из длины фермы (балки) и снеговой нагрузки.
Опирание фермы (балки) производится на вертикальные стойки стен. Если оси стоек и ферм не совпадают, то под стропилами располагают усиленную перемычку.
“Шляпный” омега-профиль используется для устройства обрешетки кровли.










