



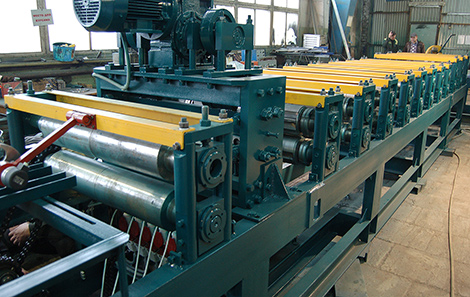

Автоматическая линия предназначена для изготовления прямоугольных металлических стоек размером 20х20мм, 20х40мм, 40х40мм, 50х50мм, 60х40мм, 60х60мм для забора методом непрерывного профилирования из оцинкованной стали толщиной 1,2-2,0 мм.
Преимущества нашего оборудования
- Гарантия 5 лет на все узлы и агрегаты (в т.ч. двигатели, редукторы, подшипники и пр.)
- Пусконаладка и обучение персонала входят в стоимость (в т.ч. проживание и проезд)
- Шесть типоразмеров профиля на одной линии
- Идеальная четкость геометрии профилей, в том числе прямоугольного сечения на металле разной ширины
- Наши линии поставляются в Евросоюз
Общие технические характеристики
Состав линии
- Разматыватель рулона консольный РК-4 (до 4 тн, до 500 мм);
- Стан прокатный, 22 клети, термообработка формующего инструмента, с комплектом втулок на несколько типоразмеров трубы;
- Ножницы электромеханические (фреза);
- Приемное устройство;
- Автоматическая система управления
Технические параметры
- Режим работы линии — Автоматизированный
- Скорость прокатки — до 18 м/мин
- Установленная мощность — 11 кВт
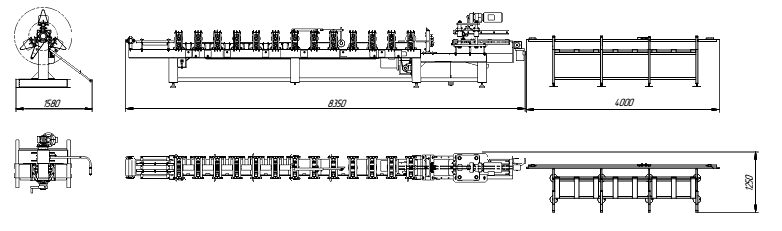
- Габариты — 15 400 мм х 1 300 мм х 1 640 мм
- Количество рабочих клетей — от 18
- Масса линии — ок. 8 500 кг
- Обслуживающий персонал, чел — 1
Обрабатываемый материал
- Оцинкованная сталь ХП по ГОСТ 14918-80 ОН, БТ;
- Толщина ленты — от 1,2 до 2,0 мм
- Ширина исходного рулона — от 80 до 240 мм
Производимый профиль
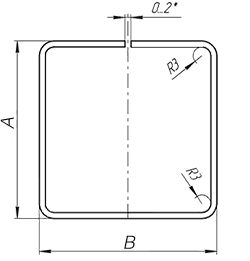
Переналадка прокатного стана осуществляется заменой проставочных втулок-полуколец на каждый типоразмер трубы. Для получения качественного по геометрии изделия (чтобы концы трубы замкнулись и трубу не перекручивало) диапазоны толщин для каждого типоразмера трубы следующие:
| Размер трубы A x B, мм | Диапазон толщин на каждый типоразмер, мм |
|---|---|
| 20 х 20 | от 1,00 до 1,2 |
| 20 х 40 | от 1,21 до 1,4 |
| 40 х 40 | от 1,41 до 1,6 |
| 50 х 50 | от 1,61 до 1,8 |
| 60 х 40 | от 1,81 до 2,0 |
| 60 х 60 |
В соответствии с техническим заданием, в прокатным станом может поставляется до 30 комплектов проставочных втулок (5 диапазонов толщин на 6 типоразмеров трубы). Трудоемкость переналадки прокатного стана с одного профиля на другой (методом замены проставочных полуколец) – 4 чел/час.






