Зачем нужны ножницы в начале стана
Перед заменой рулона в прокатном стане не должно оставаться листа – весь «хвост» должен уйти в заказ. Для этого стан останавливается в том месте, где надо обрезать последний лист заказа (место останова раcсчитывает автоматика). После чего лист обрезается либо ручной отрезной машинкой, либо электромеханической.
Далее «хвост» рулона приклеивают к рулону, а остаток листа выкатывают из прокатного стана в заказ.
Отрезная машинка с электромеханическим приводом
Отрезная машинка с ручным приводом (режущая каретка перемещается вращением рукоятки)
В обоих случаях рядом необходимо присутствие человека. Хотя бы даже для того, чтобы отрезаный хвост приклеить к рулону и заменить этот рулон.
Поэтому электропривод ножниц – исключительно для удобства. Никакой практической пользы он не приносит - только усложняет линию и приводит к ее удорожанию.
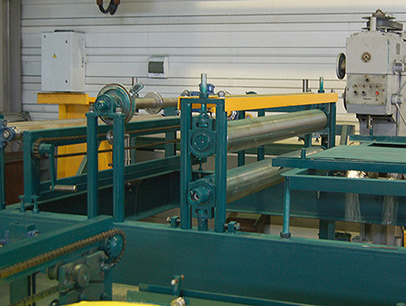
Дисковые ножницы устанавливаются вместе с так называемой проводкой, по которой лист заправляется из рулона в прокатный стан. На некоторых прокатных станах (например, на линии для профлиста МП-20) устанавливается более сложная проводка с регулировкой ширины заправляемого листа.
Кроме того возможна установка устройства нанесения пленки на лист перед профилированием (дополнительная опция).

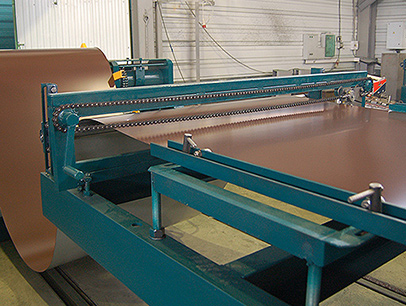
Автоматический укладчик или обычный приемный стол
Автоматическим укладчиком обычно комплектуют линии для металлочерепицы, т.к. принимать лист металлочерепицы можно только вчетвером (длинный лист будет ломаться). Предлагаемый нами автоматический укладчик прост, надежен и не требует доп. авто для транспортировки.


Возможно исполнение автоматического укладчика с выкатом тележек в сторону, но это приведет к удорожанию линии и доставки, т.к. такой укладчик - неразборный.

Обычный приемный стол может использоваться на всех линиях профнастила. Короткие листы не царапают нижний лист и падают в пачку без участия человека. Длинные листы имеют провис, и чтобы не царапать нижний лист, в месте соприкосновения с нижним листом оператор подкладывает картонку.


Мы рекомендуем ставить автоматические укладчики только на линиях металлочерепицы (где проблематично принимать лист одному). Для производства профнастила, кроме удорожания линии, автоматический укладчик практической пользы не принесет (линию все равно обслуживает 1 человек).
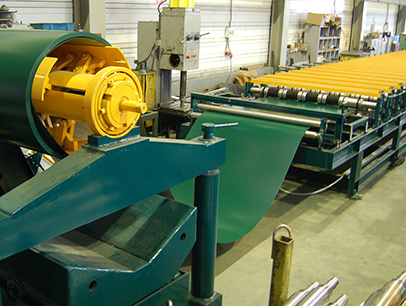
Какой размотчик выбрать
На фото: слева - консольный разматыватель РК-10, справа – двухопорный Р-100 со съемной катушкой.

Для заправки двухопорного разматывателя требуется снять катушку, вставить ее в рулон, потом вместе с рулоном установить на размотчик. Время заправки рулона - в 2 раза больше, чем при заправке консольного разматывателя.

Консольный разматыватель заправляется просто – откидывается опора и на катушку одевается рулон. Консольный размотчик рекомендуется в линиях, где требуется частая смена рулонов.
Для разгрузки кранового оборудования производственного цеха ( когда на несколько линий одна кран-балка) возможна комплектация консольного размотчика гидравлической подъемной платформой – она позволяет заправлять рулон без крана.
Для этого рулон кладется краном на платформу, далее кран отпускается и оператор при помощи пульта поднимает рулон и заводит его в катушку.

Для удобства оператора, можно установить на разматывателе устройство гидравлического разжима барабана. В обычной комплектации катушка разжимается оператором вручную при помощи специального ключа.

Любой размотчик устанавливается на ровный пол с твердым покрытием и крепится к полу анкерными болтами. Для этого, в наших разматывателях предусмотрены специальные кронштейны.








